A Holistic Look at Automated Blasting in the Modern Metal Fabrication Shop
, sramaker - Retour à l'aperçu
Written by Rosler CEO Bernhard Kerschbaum, this article was originally published in The Fabricator.
Modern metal fabrication operations aren’t like the fab shops of old. Many are clean, well lit, with employees working in fresh, filtered air. Yes, some operations in fabrication are, well, just plain dirty—and manual blasting is a prime example. The work isn’t pleasant, requires protective gear, and if the booths aren’t maintained or set up properly, they can constrain workflow in a serious way.
Options in blasting automation abound, but before diving into all that technological wizardry, try laying some groundwork by answering a fundamental question: What must the blasting operation accomplish?
Shot Blasting Versus Shot Peening
Shot blasting (or just “blasting” if using a different media other than shot) prepares a metal surface while shot peening aims to change the metal’s properties (see Figure 1). Certain aerospace applications require precise levels of stress relief (or other changes to material properties), and they use specialized shot-peening technologies to achieve it. Precision shot peening of landing gears is a prime example, with the process optimizing surface stresses, eliminating microcracks and the stress risers around them.
Most metal fabricators employ blast cleaning for the vast majority of their applications, cleaning and preparing a metal surface for the next manufacturing step, usually painting. If a beam or plate isn’t blasted correctly, paint won’t adhere properly. However, some fabrication operations do employ a kind of peening—not as precise as high-end peening applications, but it’s peening nonetheless, with the media impacting the surface and causing compressive stresses that aim to change the material’s properties.
Imagine fabricating a bowl that will be used in a high-vibratory setting. The welds within those bowls need a certain amount of stress relief, and shot peening helps accomplish this. To ensure adequate stress relief for the welds, the application might choose to use large shot, which can have a peening effect that penetrates deeper into the surface. Alternatively, the operation might choose to use the same shot that it uses for blast cleaning applications, though extending the cycle time to achieve the required peening effect within the part.
When to Blast?
Again, the majority of fabricators need to prepare a workpiece surface for a downstream operations like painting—so, they’re blasting (not peening). The higher quality the end finish is, the more important surface preparation becomes. Put another way, a high-quality, highly consistent coating requires a high-quality surface preparation. An automotive car panel requires very different surface prep compared to a structural beam.
Where in the manufacturing sequence does it make the most sense to blast? Are cut plates being blasted to prepare them for downstream processes, or will the completed fabrication be blasted after bending and welding? Applying blasting to incoming material might seem counterintuitive, especially if welds need to be blasted anyway. After all, most operations that employ blasting do so just before it enters the final coating process.
Still, blasting needn’t always occur at the end of the value stream. Sometimes, cleaner material coming into the shop can help downstream processes like cutting and welding, and it might help streamline the final finishing operation significantly. Some operations might choose to automate the blasting of incoming material yet keep the final blasting of welds manual, before the work enters the final coating process. The operation isn’t entirely automated, but because incoming material is clean, overall throughput rises dramatically, and time and labor required for manually blasting the fabricated parts is significantly reduced.
Coating also doesn’t necessarily need to occur at the very end of production. For instance, some shipyards blast incoming plate, prime them with a weldable primer, then weld. Afterward, the work is blasted again—but only the welded seams. For large workpieces especially, such a manufacturing sequence helps streamline the overall operation significantly.
Blasting Variables
The industry has various standards (such as those from SSPC and NACE) to help fabricators assess the surface condition of material. The cleaner the material, the less aggressively you need to blast it, and the less aggressive blast media you need to use to achieve the desired finish. When working with plate with significant rust, shot might need to be larger, or the application might call for grit, which is angular. Round shot usually produces a finer finish than grit, but grit might be required to produce a rougher surface profile for adequate adhesion for a thick coat of paint.
FIGURE 1. For fabricators requiring shot peening, for weld stress relief or any other application involving a change in material properties, maintaining the proper mix of media is critical. Fractured and undersized media must be continuously and consistently removed from the peening system.
Consider the condition of raw stock and the final finish required—that is, what’s delivered versus the final surface finish you need to achieve before the product ships. The difference between the incoming and outgoing material quality determines the blasting throughput. The greater the difference in quality (that is, very rough to a fine finish), the longer the blasting will take. Some applications also might require several blasting stages, the first to clean and another secondary stage, using finer blast media to dial in the surface’s paint adhesion characteristics.
“Speed” in blasting can be defined several ways. First, how much shot needs to hit the surface at a given time, and how often the shot needs to strike to remove rust and prepare the surface as needed? The more rust a workpiece has, the more shot it will require. One turbine might throw 500 lbs./min. of shot at a slow-moving workpiece, to ensure enough shot strikes the surface enough times to create the surface finish needed. Alternatively, a system can have multiple blast wheels, positioned one after the other, that throw (altogether) 1,500 lbs./min. to the surface, which allows parts to travel three times as fast.
There’s a limit to this, of course. Throw too much shot, and the shot media begins to ricochet within the system, which in turn creates all sorts of inconsistencies. Thrown at a high enough volume, the blast media itself loses its effectiveness.
Several variables control blast intensity. An operation can adjust the feed valves to control how much media flows onto the turbine. Alternatively, an operation might slow the turbine speed, so the blast media itself hits the part at a slower velocity. An application has an optimal exit velocity; too low, and the media isn’t effective (for instance, it fails to knock off surface rust); too high can cause other issues, like warping, especially for very thin workpieces.
Another variable involves blast media size distribution. Automated systems have recycling systems that separate the blast media from the removed rust and debris. The recycling system itself is extremely critical; if it’s not operating properly, the blast media won’t be consistent, which can lead to paint adhesion and other challenges.
Shot becomes smaller and smaller as it’s recycled. The blast media recycling system must be monitored to ensure enough fresh shot or other media is added to the mix, and that the screening system (which evacuates fine particles) is working properly. The procedure isn’t complicated. Operators essentially take a blast media sample and send it through several specially designed sieves, so they can see the coarseness distribution and any debris or contaminants that might be present.
Anatomy of a Blast Machine
Blast machines carry the parts through the blast stream, collecting as little media as possible on the part while also exposing every surface that needs to be blasted.
The blast stream the turbine throws has a “hot spot” near the center, an area where the blast media carries the most energy. This in turn governs the optimal position of the turbines (see Figure 2). For instance, a blast machine that processes plate requires even distribution of blasting across the surface, and if those hot spots in each blast stream don’t overlap, the plate might end up with “stripes” in areas exposed to less blast media.
These basics form the foundation of any blast machine design. A popular design for metal fabrication includes roller-type machines, where widely spaced rollers (see Figure 3) carry plate or beams into a machine, where it’s blasted from multiple directions.
Placement of the turbine is key (see Figure 4). Some machines might place blast turbines a certain distance away to accept, for example, various beam geometries. The arrangement might not be as efficient for plate as a machine with turbines placed closer to the work, but the arrangement does offer flexibility—that is, the system can process both flat plate and beams of various shapes and sizes.
FIGURE 2. Turbines emit overlapping blast streams to ensure all workpieces receive sufficient coverage.
Again, when the work is blasted plays a role too. That flexible machine might blast raw plate to clean and prepare it for downstream processing, then blast the assembly after welding. A shop might employ this strategy because of blast media access issues (that is, a machine’s blast media can’t access all surfaces of the assembled product), or because welding requires clean surfaces that the blasting process produces. Alternatively, the company might choose to “blast twice”—both incoming stock and welded products—because it’s still the fastest, most efficient way to process the work. Cleaning raw stock as it comes in streamlines downstream operations. And because parts were already cleaned, blasting of the welded assembly takes less time.
Which machine a fabricator chooses depends on the application requirements, including the part geometry. Flat parts or beams might be adequately blasted on a roller-type machine, while booms, buckets, or other complex shapes might call for a hanger-type or spinner-hanger-type machine. A bucket sent through a roller machine might start accumulating shot on its surface, which prevents the shot from hitting the surface with sufficient energy. In this case, a spinner-hanger blast machine, where a ring of blast turbines around a hung part that’s spinning, might be able to access all surfaces while still allowing the spent shot to fall from the part.
The manual blast room’s principal benefit is operator access. The operator can blast all surfaces and brush off accumulated shot as needed. An automated system might not have this flexibility. At the same time, blast media from a turbine within an automated machine has much more energy than blast media from a manual gun. That energy can reduce the media buildup significantly. So, while a manual operator might be able to blast complex, challenging geometries, he also might have to brush off accumulated media more frequently. (Note: manual touchup blasting can be integrated into an automatic blast machine, such as a hanger-type machine. In that case, the operator suits up and blasts the part with a manual blast wand inside of the disabled blast machine.)
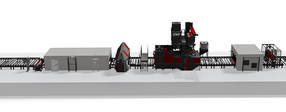
On the other end of the spectrum, some blasting technologies offer complete automation—and not just of the entire blasting process. Some plate and beam blasting systems connect directly to a painting system (see Figure 5). Again, these help minimize the required surface prep later in the value stream. At the steel supplier or at the fabricator itself, beams and plates are blasted then immediately coated with a weldable primer.
Such systems also can come with a cleaning station before blasting—especially useful for structural fabricators that store their material outside. That station removes the loose debris (like dirt, snow, and leaves) before the beams enter the blasting station. After blasting, the work passes through a cleaning station with brushes and air blowers, which remove any remaining shot or other debris before the pieces flow to painting and drying.
Throughput for these systems depends on the material condition entering the machine as well as the painting requirements like thickness, consistency, and curing time. Designers of such systems have optimal throughput in mind. If curing time takes longer, then the blasting system could be altered to run slower (slower turbines, less media, or a combination of both).
At the same time, not every workpiece need be sent through the painting system. For instance, a fabricator that cambers beams or forms plates downstream wouldn’t want to paint those pieces upstream, so those workpieces that undergo those processes could simply be blasted and then quickly sent through the idle painting system, then on to cambering or forming.
Again, it’s about overall throughput, not the “local efficiency” of a specific blasting or painting process. Yes, blasting might take a little longer when coupled with painting, and the painting system might not be used for every beam. But linking painting directly to blasting boosts overall flow and minimizes work-in-process—both of which represent huge time savings. The result: The shop blasts and paints more material in less time using fewer resources.
About the Entire Value Stream
In applications with widely varying or complex part geometries, a fabricator might choose to partially automate blasting, with a machine blasting 80% or more of the material surface and a manual operator blasting the remaining 20%. Automating the entire process is, of course, ideal for many applications—but not all. The idea is to implement automated blasting where it can be most effective.
In other situations, the operator might need only to blow blast media off. Certain hanger-type systems, for instance, have a designated cleaning station where operators, for parts that require it, can perform a final cleaning before the part moves on to the next stage (see Figure 6).
FIGURE 3. Widely spaced rollers carry plate, beams, or similar workpieces through into the machine.
The aim is to streamline the entire value stream, and this extends up to material purchasing. A fabricator could buy more expensive material that requires less blasting or no blasting at all, or it could buy less expensive material that requires significant blasting and surface preparation. However, what if the welds require blasting regardless of material quality? As long as application requirements can be met, it might make more sense to purchase the less expensive raw stock, spend more time blasting, and yet (thanks to less expensive material) save money overall.
A high-volume fabricator might even choose to bring an automated blasting and painting line in-house, not only because it increases throughput, but also because it allows the operation to purchase less expensive material and gain greater control over material surface quality—depending, of course, on the final application requirements.
Some structural beam processing operations have effectively automated their entire flow, from blasting to cutting, painting, then loading directly onto trucks. In at least one European structural steel fabricator, one operator sits in an air-conditioned room and controls the entire operation. His main job is to monitor equipment and flag maintenance personnel should a problem arise—be it extra vibration on a blast turbine (detected through sensors), a blade vibration issue at the band saws, or anything else.
Developing such systems didn’t occur overnight, and it didn’t happen by analyzing specific processes in isolation. Considering the entire value chain is key, including linkage with enterprise resource planning as well as the potential of AI-driven predictive maintenance. When this happens, fabricators often find they can take automation to new heights.
FIGURE 4. A blast machine's turbine wheels (three of them just above the work entrance) are placed to accept a variety of workpiece geometries.
FIGURE 5. In this setup, beams or plates are blasted, cleaned, then flow directly to painting for a weldable primer.
FIGURE 6. Some systems offer automated blasting together with a manual cleaning station.
Galerie